our facilities
Investment Casting Facility
Wax Injection & Assembly

The first step in manufacturing an investment casting is the production of an exact wax replica of the casting. For this, a die having a cavity resembling the negative of the part is prepared. Wax is injected into the die under controlled pressure and temperature using a wax press. When the wax solidifies in the die, shape resembling the final product is obtained in wax.
At Zircast high quality of known fresh wax is used to make the patterns, as the repeatability of the dimension is and the casting finish is completely dependent on the quality of patterns injected.
Next stage in the production of the casting is the assembly of the wax replicas in the form of trees. This is a manual process wherein the wax replicas (patterns) are attached to wax runner bars by soldering or by application of a gas flame.
Shell Production & De-Waxing
Wax trees are dipped in a slurry of colloidal silica and Fused Quartz / Zircon powder of –200 mesh size. The tree is then coated with Fused Quartz / Zircon refractory of coarser sizes. This tree is allowed to dry for a few hours in an air conditioned room with controlled temperature and humidity. This process is repeated several times so that a sufficiently strong refractory coating is built around the wax trees.
Parameters such as the viscosity, density, pH of the slurry is monitored and controlled closely along with the shell room parameters like temperature and humidity to achieve high quality and finish on the casting.
The wax tree which is coated with refractories in the shell room is placed in an autoclave and heated by steam under pressure. The wax melts and drains out completely leaving behind a hollow shell. Utmost care is taken during De-waxing so that the shells do not develop any hairline cracks.

Melting & Pouring

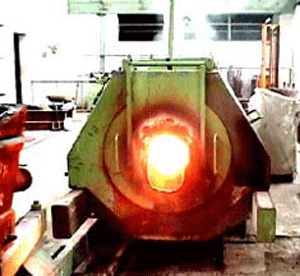
The shells after de-waxing are heated in an gas fired / electrically heated shell firing furnace. The shells now become ready to receive the molten metal.
Solid charge materials like stainless steel, Carbon steel, ferroalloys and pure metals like nickel in calculated proportions are melted in an induction furnace.As soon as the metal has attained the necessary temperature, which is determined by a thermocouple, the metal is discharged into small hand ladles. Simultaneously, shells are removed from the firing furnace and the molten metal is poured into the hot shells. The metal fills the cavities in the shells and solidifies, resulting in castings having the desired shape.
Prior to pouring the metal into the shells, separate test piece is also cast which is tested in a spectrometer to ensure conformity to the desired composition.
Fettling & Finishing
This is essentially a cleaning operation which transforms the poured metal into a usable product. The refractory mass surrounding the metal is removed by knockout / vibration. The cast parts are removed from the runner bars by cutting. Any residual refractory adhering to the castings are removed by leaching.
The in gate is removed by grinding or machining. The casting is then shot blast in order to give the required finish to the product. Any additional operations such as heat treatment, machining, passivation etc are carried out depending on the customer’s requirement.

Centrifugal Casting Facility
Melting

The facility has 100, 150 and 3 Nos. of 300 kgs. induction crucibles, connected to two power pack of 150 kW & 250 kW. The 150 kW furnace with 300 kg crucible is used for the Horizontal Continues Casting (HCC). Heats above 300 kgs. is taken by pouring subsequent charge using the 250 kW furnace.
The 250 kW furnace with 300 kg crucible is used for Centrifugal Casting (CFC). Sometimes the 100 and 150 kgs. crucibles connected to the 150 kW furnace is also used for Centrifugal Castings. The combination of the two furnaces is used to pour castings with cast weight upto 450 kgs.
There are two separate bays for HCC and CFC. Both the bays are equipped with overhead cranes to handle the molten metals and dies. Immersion type thermocouple is used to measure the temperature before casting.
Centrifugal Casting
Measured quantity of molten metal is poured into a spinning cylindrical metallic die. Due to the action of centrifugal force, molten metal spreads uniformly against the inner wall of the die and solidifies. This process results in a cylindrical shaped casting. The advantages of the process are
- Rapid production rates as the need for sand moulds are eliminated.
- Defect free castings are ensured, due to the absence of contact with molding sand.
- The metal solidifies under high levels of centrifugal force in contact with a metal die, hence castings exhibit fine grains. This results in extremely high mechanical properties and radiographic quality of castings.